-
Телефон
+86-13400713026
-


-


-



WeChat


Основные покупатели гусеничных цепей oem
Кто реально закупает OEM-цепи для гусениц? Если вы думаете, что это просто дилеры — придётся разочаровать. На деле тут слоёв больше, и некоторые нюансы даже опытные поставщики упускают.
Кто скрывается за термином 'основные покупатели'
Когда мы в ООО Сямэнь Чуанхэннэн Механическая Технология начинали анализировать запросы на гусеничные цепи oem, первое, что бросилось в глаза — разрыв между ожиданиями и реальностью. Многие до сих пор уверены, что основные заказчики — это официальные дистрибьюторы типа Komatsu или Caterpillar. На практике же львиная доля заказов идёт от региональных сервисных центров, которые работают с восстановленной техникой.
Вот пример: в 2022 году к нам обратился партнёр из Красноярска, который ремонтирует старые Hitachi EX360. Казалось бы, нишевый клиент. Но его месячный объём — 30-40 комплектов цепей, причём он категорически не брал стандартные каталогные позиции. Требовал именно oem цепи с изменённым шагом звена под местные условия работы — вечная мерзлота диктует свои правила. Такие заказы обычно не попадают в общую статистику, но по деньгам составляют до 60% оборота.
Ещё один тип покупателей — небольшие лизинговые компании. Они берут технику в эксплуатацию, а потом сталкиваются с тем, что оригинальные запчасти съедают всю маржу. Для них основные покупатели гусеничных цепей — это мы, производители, которые могут сделать аналог без 40% наценки бренда. Но тут есть подводные камни: они требуют полного соответствия чертежам, даже если те устарели лет десять назад.
Почему OEM-цепи — это не просто 'аналоги'
До сих пор встречаю коллег, которые считают, что oem гусеничные цепи — это те же китайские аналоги, но с другим штампом. На самом деле разница начинается с подхода к термообработке. Помню, в 2019 году мы потеряли контракт с одним белорусским заводом именно из-за твёрдости поверхностного слоя — их технологи настаивали на 45-47 HRC, а мы давали стандартные 42-44.
Теперь всегда уточняю: для северных регионов нужна закалка токами высокой частоты на 2-3 мм глубже, иначе трещины по болтовым отверстиям появляются уже через 800 моточасов. Это к вопросу о том, почему некоторые поставщики не выдерживают конкуренции — экономят на технологии, а потом удивляются, почему цепи не проходят и 2000 часов.
Кстати, про болты. В гусеничных цепях oem крепёж — отдельная история. Стандартные DIN 933 не всегда подходят, особенно для тех же Daewoo или Doosan. Пришлось разрабатывать свой вариант с увеличенной площадью контакта под головкой — уменьшили количество обрывов на 15% по данным за 2023 год.
Ошибки в работе с покупателями OEM-продукции
Раньше мы думали, что главное — соответствие техусловиям. Оказалось, для основных покупателей гусеничных цепей критична логистика. В 2021 сорвали поставку для карьера в Кемерово: отгрузили вовремя, но цепи застряли на таможне из-за неправильно оформленного сертификата происхождения. Теперь всегда держим на складе в Новосибирске страховой запас именно под такие случаи.
Ещё один провал — попытка унифицировать цепи для XCMG и SANY. Казалось, геометрия похожа. Но при нагрузках свыше 8 тонн на звено разница в 1.5 мм по ширине паза приводила к ускоренному износу башмаков. Пришлось вернуться к индивидуальным решениям для каждого бренда, даже если разница кажется незначительной.
Сейчас при запуске нового oem производства гусеничных цепей обязательно запрашиваем у клиента данные о рабочих циклах. Например, для погрузчиков в портах важна стойкость к морской воде, а для шахтных машин — сопротивление абразивному износу. Без этого даже идеально сделанная цепь может не пройти и половины гарантийного срока.
Как мы выстраиваем производство под требования покупателей
На сайте imtclparts.ru мы не просто перечисляем каталоги — там есть технические рекомендации по подбору гусеничных цепей oem. Это результат набитых шишек: раньше клиенты часто ошибались с модификациями, особенно для старых моделей Komatsu PC200-5 или Cat D6R.
Сейчас внедрили систему двойного контроля: сначала цепь проверяем на стенде с циклической нагрузкой (имитируем 2000 моточасов за 2 недели), потом отправляем пробную партию клиенту для полевых испытаний. Да, это удорожает процесс, но зато сокращает количество рекламаций на 70% по сравнению с 2020 годом.
Особенно строгий контроль для цепей под oem бульдозеры Shantui — у них специфическая система натяжения, которая требует идеального совпадения по посадочным размерам. Пришлось даже закупить японские калибры Mitsutoyo, потому что наши погрешности в 0.1 мм иногда вызывали люфт.
Что изменилось на рынке за последние 2 года
До 2022 года основные заказы на oem цепи шли от крупных сетей типа 'Техносервис'. Сейчас же видим рост спроса от небольших частных мастерских — они берут меньше объёмом, но более регулярно. Причём часто просят цепи под конкретный объект: например, под щебёночный карьер с особым абразивом.
Ещё тенденция — запрос на цепи для китайской техники типа Lonking или Liugong. Раньше это считалось низкомаржинальным сегментом, но сейчас объёмы выросли втрое. Правда, тут свои сложности: у многих производителей нет чётких техтребований, приходится самим проводить замеры и составлять чертежи.
Кстати, про чертежи. Недавно отказались от работы с одним поставщиком из Казахстана — они требовали цепь по старому советскому ГОСТу, хотя их же техника работала в совсем других условиях. Это к вопросу о том, почему иногда нужно не слепо выполнять требования, а предлагать более современные решения.
Перспективы и риски в работе с OEM-покупателями
Сейчас вижу опасность в том, что многие конкуренты пытаются удешевить гусеничные цепи oem за счёт сырья. Переходят на сталь 40Х вместо 38ХН3М — да, себестоимость падает на 25%, но и ресурс сокращается почти вдвое. Мы пока держимся классических материалов, даже если теряем часть ценовых предложений.
Из перспективного — начинаем эксперименты с лазерной закалкой беговых дорожек. Первые тесты показывают прирост износостойкости на 18-20% для цепей под oem экскаваторы Volvo. Но технология дорогая, поэтому пока предлагаем её только постоянным клиентам под конкретные проекты.
Главный вывод за 15 лет работы: основные покупатели гусеничных цепей — это те, кто понимает разницу между ценой и стоимостью. Они готовы платить больше за предсказуемый ресурс, ведь простой техники обходится в разы дороже самой качественной цепи. И ради таких клиентов стоит совершенствовать даже мелочи — от упаковки до системы крепления бирок.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 205-70-19570RC Зубья ковша для сверхпрочных скальных пород
205-70-19570RC Зубья ковша для сверхпрочных скальных пород -
 Поршень двигателя 130-0241
Поршень двигателя 130-0241 -
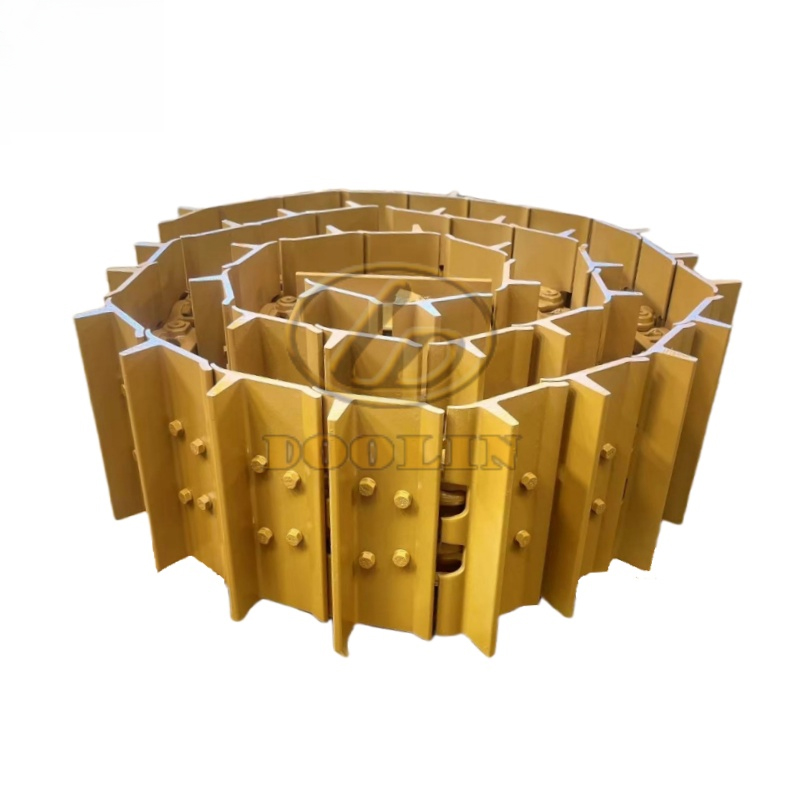
 D6N D6H Предпочтительная марка гусеничной цепи для бульдозера
D6N D6H Предпочтительная марка гусеничной цепи для бульдозера -
 245-6375 Воздушный фильтр
245-6375 Воздушный фильтр -
 D60 D65 Шасси экскаватора Бульдозер Ходовая часть Каток Ходовая часть Каток
D60 D65 Шасси экскаватора Бульдозер Ходовая часть Каток Ходовая часть Каток -
 D60 D65 Высококачественные стандартные детали натяжного ролика гусеничной ленты
D60 D65 Высококачественные стандартные детали натяжного ролика гусеничной ленты -
 5N-5692 Генератор 24 В
5N-5692 Генератор 24 В -
 Нижний ролик для ходовой части бульдозера D7G
Нижний ролик для ходовой части бульдозера D7G -
 D155 Бульдозер для сборки гусеничного башмака Гусеничное звено с гусеничным башмаком в сборе
D155 Бульдозер для сборки гусеничного башмака Гусеничное звено с гусеничным башмаком в сборе -
 2713Y1217 2713Y1219 Стандартный тип зубьев ковша
2713Y1217 2713Y1219 Стандартный тип зубьев ковша -
 1U3352 1U3352RC Зубья ковша Зубья ковша
1U3352 1U3352RC Зубья ковша Зубья ковша -
 D5B D5H Гусеничная группа Гусеничный башмак в сборе для бульдозера
D5B D5H Гусеничная группа Гусеничный башмак в сборе для бульдозера
Связанный поиск
Связанный поиск- Поставщики гусеничных плит для бульдозера d8l
- Цена опорного колеса 50 21 416sp
- Цепь гусеничная shantui sd16
- Каток опорный цена
- Производители приводных шестерен насосов
- Лучшие страны-поставщики односторонних роликов из китая
- Производители цепей komatsu
- Цена гусеничной пластины в сборе с гусеничной пластиной uc216kp48600
- Лучшие покупатели черных зубьев ковша из китая
- Лучшие покупатели воздушных фильтров