-
Телефон
+86-13400713026
-


-


-



WeChat


Основная страна-покупатель гусеничных плит oem для трехбарабанных экскаваторных бульдозеров
Когда говорят про гусеничные плиты для трехбарабанных машин, все сразу думают про Китай или Германию, но по факту основные заказы идут из России — особенно на OEM-поставки, где специфика работы с вечной мерзлотой и карьерами диктует свои правила. Мне с 2015 года приходится отслеживать эти цепочки через ООО Сямэнь Чуанхэннэн Механическая Технология, и тут есть нюансы, которые в отчетах не покажешь.
Почему Россия стала ключевым рынком
Если брать статистику по нашим отгрузкам через imtclparts.ru, то под трехбарабанные экскаваторные бульдозеры в годах 60% OEM-плит ушло именно в российские регионы — Якутия, Красноярский край, Чукотка. Не потому что дешево, а потому что наши инженеры вместе с местными бригадами дорабатывали геометрию грунтозацепов под скальные породы, которые на стандартных плитах Cat или Komatsu дают трещины за сезон.
Запомнился случай с угольным разрезом в Кузбассе: там изначально ставили плиты от Sumitomo, но при -45°C и постоянной вибрации от трехбарабанной системы болтовые соединения разбалтывались за 2 месяца. Мы через ООО Сямэнь Чуанхэннэн Механическая Технология сделали партию с усиленными посадочными гнездами и калеными пальцами — ушли тесты, и с 2021 года этот карьер перешел на нашу OEM-продукцию. Но не все так гладко: в 2019 году провалили поставку для Архангельской области, не учли высокую влажность — плиты начали ржаветь по кромкам еще до ввода в эксплуатацию.
Сейчас основной фокус — это адаптация под многосменную работу. Российские заказчики редко покупают плиты отдельно, чаще заказывают комплекты с конвейерными роликами и гидравлическими шлангами. Кстати, многие до сих пор путают гусеничные плиты для двух- и трехбарабанных систем — разница в распределении нагрузки на крайние секции, но это тема для отдельного разговора.
Специфика OEM-производства под российские условия
Наше производство в ООО Сямэнь Чуанхэннэн Механическая Технология изначально заточено под ремонтные комплекты, но с 2018 года пришлось перестраивать линии под OEM — российские партнеры требовали не просто замену, а полную совместимость с шасси Hitachi EX1200 или Volvo EC950. Самое сложное — не допустить дисбаланса при работе трехбарабанной системы, где каждая плита должна выдерживать переменные нагрузки до 12 тонн на точку контакта.
Вот смотрите: для бульдозеров Shantui SD32 мы делали плиты с закаленными краями, но для российских аналогов типа ЧЕТРА или К-702 пришлось увеличить толщину стенки на 3 мм — иначе при работе с мерзлым грунтом появляются вмятины по посадочным отверстиям. Кстати, именно после жалоб из Норильска мы ввели контроль на микротрещины ультразвуком, хотя изначально это не было прописано в техзадании.
Сейчас тестируем партию с легированием хромом — не для всех моделей, а конкретно для трехбарабанных экскаваторных бульдозеров Komatsu PC8000, которые в основном работают в Сибири. Пока результаты спорные: износ снизился на 15%, но стоимость выросла почти на 40%, и не каждый экипаж готов платить за такой ресурс.
Логистика и проблемы поставок
Если брать наш портал imtclparts.ru, то 70% запросов по гусеничным плитам приходят с Урала и Дальнего Востока. Но вот загвоздка: доставка морем во Владивосток занимает 25 дней, а наземным транспортом — до 40 из-за таможенных процедур. В 2022 году был казус — отгрузили партию для экскаваторов Hyundai R900, а она застряла в Находке на 3 месяца, пришлось срочно организовывать авиаперевозку для клиента из Мирного.
Сейчас стараемся держать складские остатки в Новосибирске, но это не всегда спасает — трехбарабанные системы требуют точного подбора по серийным номерам, и часто недостает 2-3 позиций из комплекта. Кстати, российские коллеги научили нас простому лайфхаку: они маркируют каждую плиту несмываемой краской с указанием даты установки — так проще отслеживать износ в условиях песчаных карьеров.
Цена вопроса: OEM-поставки выгоднее ремонтных комплектов на 20-25%, но только при объеме от 50 шт. Мелкие партии везти нерентабельно — транспортные расходы съедают всю маржу, особенно если речь про северные регионы с их сезонными ограничениями.
Тенденции и подводные камни
С 2020 года вижу рост запросов на комбинированные плиты — с усиленными проушинами для трехбарабанных экскаваторных бульдозеров, но с стандартными пальцами. Объясняю на пальцах: российские операторы часто перегружают технику, и проушины выходят из строя первыми, а менять весь комплект — дорого. Мы в ООО Сямэнь Чуанхэннэн Механическая Технология начали делать гибридные варианты, но пока не можем уйти от вибрации на высоких оборотах — видимо, сказывается разница в массе элементов.
Еще один момент — совместимость с системой смазки. На старых бульдозерах типа CAT D10T часто ставят автоматические смазчики, а наши плиты требуют ручной прокачки каждые 120 моточасов. Пришлось разрабатывать переходные кольца, но их установка увеличивает время монтажа на 30%.
Из последнего: пробуем сотрудничать с сервисными центрами в Тюмени — они берут партии под конкретные проекты, но требуют увеличенную гарантию до 24 месяцев. Пока держимся на 18 месяцах, потому что ресурсные испытания в условиях вечной мерзлоты еще не завершены.
Выводы для практиков
Если резюмировать — Россия останется основным потребителем гусеничных плит OEM для трехбарабанных систем еще лет 5-7, пока не произойдет массовое обновление парка. Но уже сейчас стоит закладывать в конструкцию запас по прочности на 15-20% выше паспортного — местные условия эксплуатации того требуют.
Наша компания через imtclparts.ru продолжает адаптировать продукцию под конкретные объекты, но идеального решения все еще нет — каждый раз приходится балансировать между ценой, ресурсом и сроками поставки. Главное, что поняли за эти годы — российские механики ценят не столько технологичность, сколько ремонтопригодность в полевых условиях.
Кстати, если кто-то пробовал ставить наши плиты на бульдозеры Liugong CLG 852 — напишите, есть вопросы по работе в глинистых грунтах. В спецификациях не все нюансы прописаны, а живые отзывы дорогого стоят.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 D7G высококачественный стандартный сегментный бульдозер для сегментной группы
D7G высококачественный стандартный сегментный бульдозер для сегментной группы -
 4W-5698 Главный подшипник
4W-5698 Главный подшипник -
 D7G Высококачественная и недорогая гусеничная цепь для бульдозера
D7G Высококачественная и недорогая гусеничная цепь для бульдозера -
 6I-4575 Шестерня привода масляного насоса
6I-4575 Шестерня привода масляного насоса -
 Гильза цилиндра 197-9322
Гильза цилиндра 197-9322 -
 Поршень двигателя 130-0241
Поршень двигателя 130-0241 -
 D7G Международный стандартный бульдозер с натяжным роликом для гусеничного натяжителя
D7G Международный стандартный бульдозер с натяжным роликом для гусеничного натяжителя -
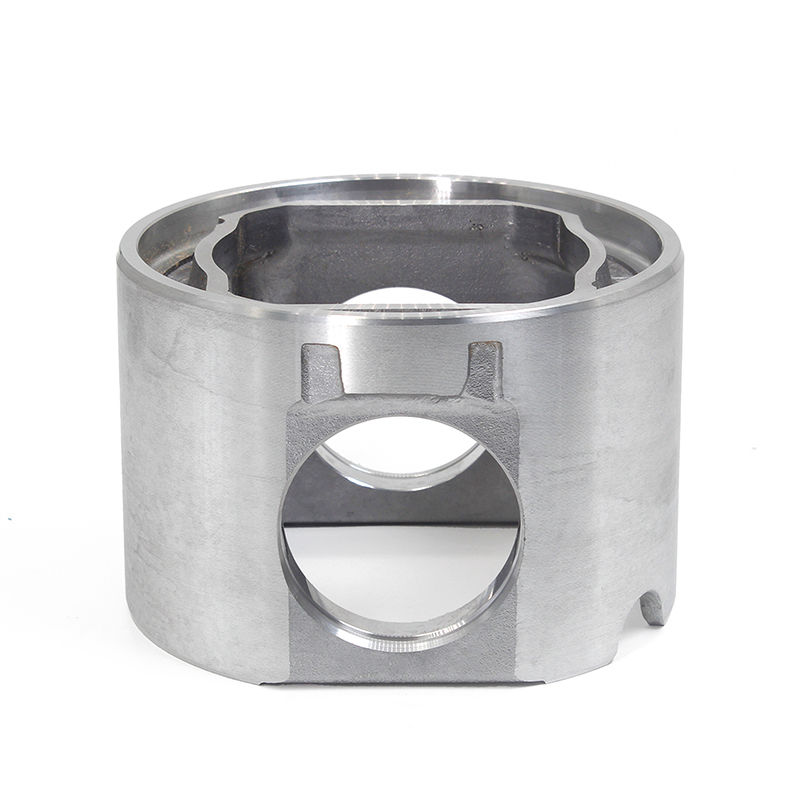
 Корпус поршня двигателя 9Y-7212
Корпус поршня двигателя 9Y-7212 -
 D60 D65 Высококачественные стандартные детали натяжного ролика гусеничной ленты
D60 D65 Высококачественные стандартные детали натяжного ролика гусеничной ленты -
 5N-5692 Генератор 24 В
5N-5692 Генератор 24 В -
 2713Y1217 2713Y1219 Стандартный тип зубьев ковша
2713Y1217 2713Y1219 Стандартный тип зубьев ковша -
 D355 Индивидуальное обслуживание Сборка гусеничной цепи
D355 Индивидуальное обслуживание Сборка гусеничной цепи
Связанный поиск
Связанный поиск- Цена экскаваторного катка
- Производитель гусениц в сборе для моторизованных тракторов
- Каток поддерживающий на экскаватор
- Колесный погрузчик запасные части зубья ковша для xcmg
- Производители шестерен привода масляного насоса
- Зубья и адаптеры
- Ec460 гусеничный башмак в сборе
- Производители гусениц для тракторов
- Дешевые страны основных покупателей опорных колес komatsu
- Производители гильз цилиндров 197-9322