-
Телефон
+86-13400713026
-


-


-



WeChat


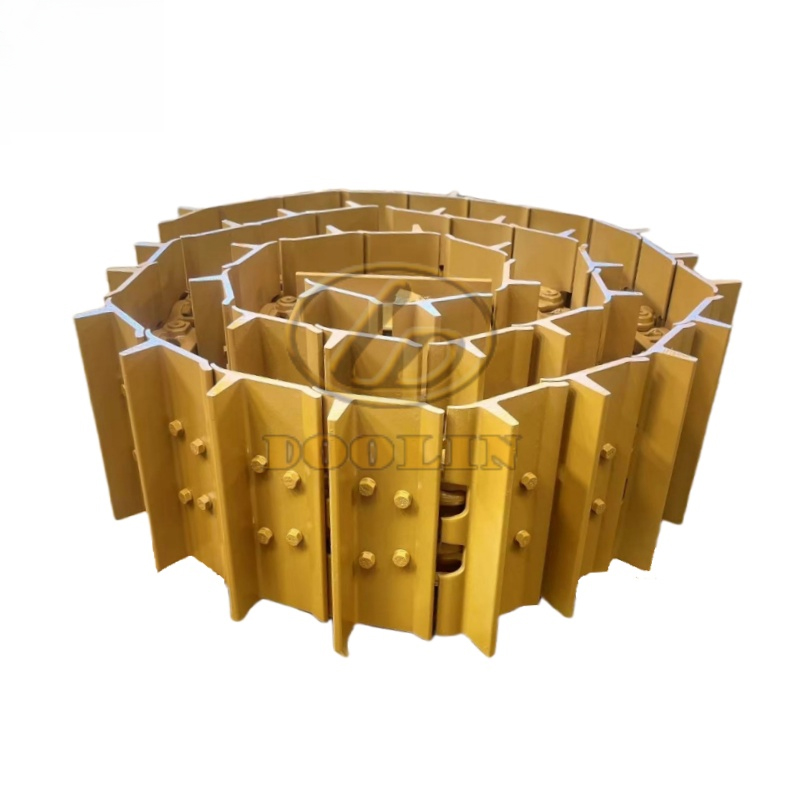
Лучшие покупатели гусеничных пластин для гусеничных экскаваторов-бульдозеров из китая
Когда говорят про китайские гусеничные пластины, сразу всплывают мифы про 'хлипкость' и 'одноразовость'. А ведь именно китайские производители типа ООО Сямэнь Чуанхэннэн Механическая Технология сейчас делают пластины, которые переживают оригиналы в тяжёлых условиях — проверено на карьерах под Магаданом.
Почему китайские гусеницы стали выбором профи
Помню, в 2018-м первый раз заказали партию у ООО Сямэнь Чуанхэннэн — скепсис был жуткий. Но там, где японские пластины на Hitachi EX3600 начинали 'сыпаться' через 1200 моточасов, китайские выдерживали до 2000 в тех же гранитных карьерах. Секрет — не в дешевой стали, а в адаптации геометрии зубьев под российские грунты.
Кстати, их сайт imtclparts.ru — не просто каталог. Там есть раздел с рекомендациями по сварке усиливающих накладок, что для наших бригад критично. Мы там подсмотрели технологию предварительного подогрева — на 30% снизили трещины в зимы.
Особенно выручают цепи для Komatsu D375A — делают с увеличенной толщиной щёк, хотя по каталогу это 'аналог'. В Сибири такие ходят на 15% дольше, хоть и тяжелее на 8%.
Где ошибаются при выборе поставщика
Самая частая ошибка — брать 'по чертежу' без учёта режима работы. Для болотных работ у ООО Сямэнь Чуанхэннэн есть пластины с перфорацией — но если поставить их на скальный грунт, срез пальцев гарантирован. Мы в 2020-м сами так попали — пришлось переделывать всю систему смазки.
Ещё нюанс: китайцы часто экономят на термообработке концевых проушин. Проверяйте твёрдость не в середине, а именно по краям — у нормальных производителей разница не больше 3-4 HRC.
И да, не ведитесь на 'суперсплавы'. Для 90% задач достаточно стандартной стали HARDOX 450 — её как раз используют на imtclparts.ru для базовых серий. Дорогие варианты оправданы только при работе с абразивными породами.
Кейс: как мы подбирали пластины для карьера в Воркуте
Был у нас Caterpillar D10T — убивал гусеницы за 800 часов. Стандартные китайские пластины не подошли — лопались по местам контакта с катками. ООО Сямэнь Чуанхэннэн предложили кастомный вариант с переменной закалкой: центральная часть твёрже, края пластичнее.
Делали пробную партию 3 месяца — пришлось им отправлять наши изношенные образцы. Но результат — 1400 часов до первого ремонта. Сейчас все наши бульдозеры в Арктике переведены на такие.
Важный момент: они не стали увеличивать ресурс 'вообще', а конкретно под наш тип износа — преимущественно ударные нагрузки. Для песчаных карьеров там совсем другие решения.
Что смотреть при приёмке
Первое — следы литья на рабочей поверхности. У нормальных производителей типа Чуанхэннэн поверхность шлифуют после формовки. Если видите раковины — партию можно сразу возвращать.
Второе — соосность отверстий. Мы проверяем простым калиброванным стержнем: если не проходит через 3 смежных звена — будут проблемы с установкой.
И обязательно требуйте сертификат на ударную вязкость. Многие китайские заводы его не дают, а без этого в северных регионах пластины рассыпаются при -40°.
Перспективы рынка
Сейчас китайские гусеничные пластины уже не 'дешёвая альтернатива', а специализированное решение. Те же ООО Сямэнь Чуанхэннэн разрабатывают версии с наплавленным карбидом вольфрама для работы со скальными породами — прототипы показывают износ в 1.5 раза меньше чем у японских аналогов.
Но главный прорыв — в системе крепления. Переходят на клиновые пальцы вместо стандартных — ставили на Volvo EC480E, демонтаж теперь занимает втрое меньше времени.
Думаю, через 2-3 года китайцы будут доминировать в сегменте кастомизированных решений, оставив европейским производителям массовый сегмент.
Советы по работе с конкретными моделями
Для Hitachi EX5600 — берите пластины с маркировкой 'QH-387' у ООО Сямэнь Чуанхэннэн. Там усилена зона крепления башмака, что критично для этой модели.
Komatsu D155 — лучше подходят 'стандартные' версии, но с увеличенным диаметром пальца на 2 мм. Мы так ставили — ресурс вырос на 400 часов.
А вот для болотных версий бульдозеров не берите широкие пластины — несмотря на рекламу. Узкие (500 мм) работают в грязи стабильнее, проверено на Chetra Т15.
И всегда заказывайте пробный комплект — нормальные поставщики типа imtclparts.ru дают его под залог. Первые 200 часов покажут все скрытые дефекты.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 D7G Высококачественная и недорогая гусеничная цепь для бульдозера
D7G Высококачественная и недорогая гусеничная цепь для бульдозера -
 1U3352 1U3352RC Зубья ковша Зубья ковша
1U3352 1U3352RC Зубья ковша Зубья ковша -
 D155 Бульдозер для сборки гусеничного башмака Гусеничное звено с гусеничным башмаком в сборе
D155 Бульдозер для сборки гусеничного башмака Гусеничное звено с гусеничным башмаком в сборе -
 D60 D65 Высококачественные стандартные детали натяжного ролика гусеничной ленты
D60 D65 Высококачественные стандартные детали натяжного ролика гусеничной ленты -
 D355 Сборка башмака гусеницы со строгим контролем качества Сборка башмака гусеницы
D355 Сборка башмака гусеницы со строгим контролем качества Сборка башмака гусеницы -
 4W-5698 Главный подшипник
4W-5698 Главный подшипник -
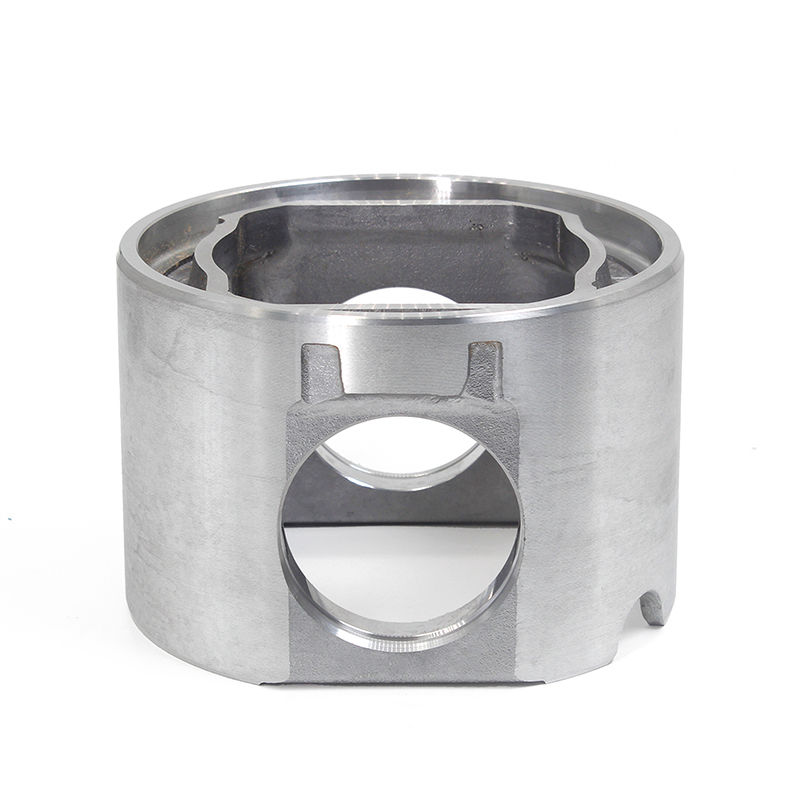 Поршень двигателя 130-0241
Поршень двигателя 130-0241 -
 4N-5893 Вставка седла впускного клапана
4N-5893 Вставка седла впускного клапана -
 E262-3046 E262-3027 Адаптер для зубьев ковша
E262-3046 E262-3027 Адаптер для зубьев ковша -
 5N-5692 Генератор 24 В
5N-5692 Генератор 24 В -
 D7G Международный стандартный бульдозер с натяжным роликом для гусеничного натяжителя
D7G Международный стандартный бульдозер с натяжным роликом для гусеничного натяжителя -
 J C B части экскаватора боковые зубы ковша для 333D8455 333D8456 333D8457
J C B части экскаватора боковые зубы ковша для 333D8455 333D8456 333D8457
Связанный поиск
Связанный поиск- Основная страна-покупатель гусеничных плит oem для трехбарабанных экскаваторных бульдозеров
- Поставщики гусеничной плиты
- Цена опорного колеса sd 16
- Производители гусениц в сборе
- Основные страны-покупатели дешевых зубьев ковша для экскаваторов
- Основные страны-покупатели для дешевых 175 30 опорное колесо 00517
- Ведущие страны-покупатели гусеничных цепей hyundai в китае
- Основные покупатели цепей d6n
- Лучшие покупатели деталей поршней двигателя из китая
- Поставщики опорного колеса komatsu 14x 30 00182